




Lasersuðuvélar
Chengdu MRJ-Laser Technology Co., Ltd er faglegur birgir í framleiðslu á leysibúnaði í Kína, sem sérhæfir sig í leysihreinsun, merkingum, suðu, vélsjón og tengdum þróun, framleiðslu og sölu notkunarstýringarkerfis. Við eigum fyrsta flokks rannsóknar- og þróunarmiðstöð í sjón-, vélrænni, hringrásarstýringu og hugbúnaðarkerfum, með framúrskarandi hæfileikateymi og sterkum tæknilegum krafti, tileinkað sér að veita alhliða leysibúnaðarlausnir og sérsniðna leysibúnaðarþjónustu til alþjóðlegra viðskiptavina.

01
Strangar gæðastaðlar
Allar vörur hafa stranglega innleitt ISO9001 gæðastjórnunarstaðal og staðist CE og FDA vottorð. Hver vél hefur staðist stranga gæðaskoðun fyrir afhendingu.
02
Sérsniðin sérsniðin þjónusta
Faglegt R & D teymi getur veitt þér fullkomna sérsniðna þjónustu fyrir mismunandi
sjón-, vélrænni, hringrásarstýring, vélbúnaðar- og hugbúnaðarkerfi.
03
Sjálfstæð hugverkaréttindi
Einbeittu þér að sérsniðnum leysibúnaði, með 30 uppfinninga einkaleyfi og fjölda hugverkavottorðs.
04
Frábær þjónusta eftir sölu
Tveggja ára ábyrgð, lífstíðarviðhaldsþjónusta, innleiðing 24 tíma viðbragðs á netinu eftir sölu.










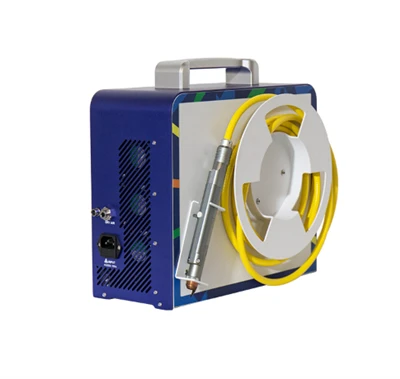

Skilgreining á leysisuðuvél

hvað er leysisuðuvél
Lasersuðuvél er suðutæki sem notar leysigeisla sem hitagjafa. Það notar leysipúlsa til að hita efnið á litlu svæði, orkan eykst þá, og dreifist hratt inn í efnið með hitaleiðni og er fær um að ljúka suðuferlinu bráðnun, uppgufun og storknun á millisekúndum. Laser suðuvél hefur hraðan suðuhraða, djúpt og þröngt suðu, suðumót fínt og þétt og fallegt osfrv., Á meðan upphitunartími hennar er stuttur, lítið hitaáhrifasvæði, lítil aflögun, án vinnslumeðferðar eða einföld meðferð getur verið. Það getur framkvæmt örsuðu, suðu á litlum vinnustykki, gert sér grein fyrir sjálfvirkri fjöldaframleiðslu, nákvæmri staðsetningu og getur soðið alls kyns líkanagerð og hluta sem erfitt er að nálgast með handvirkum aðferðum.
Kostir laser suðu vél
Laser getur soðið við stofuhita eða við sérstakar aðstæður og suðubúnaðurinn er einfaldur í uppsetningu. Til dæmis: ef leysir fer í gegnum rafsegulsvið mun geislinn ekki sveigjast;
Laser getur soðið í lofttæmi, lofti og ákveðnum gasumhverfi og getur soðið í gegnum gler eða efni sem eru gagnsæ fyrir geislann;
Getur soðið eldföst efni eins og títan, kvars osfrv., og getur soðið misleit efni með góðum árangri;
Eftir að leysirinn hefur verið fókusaður er aflþéttleiki mikill. Þegar suðutæki eru með miklum krafti getur stærðarhlutfallið náð 5:1 og allt að 10:1;
Hægt er að framkvæma örsuðu. Lasergeislinn getur fengið lítinn blett eftir fókus og hægt er að staðsetja hann nákvæmlega. Það er hægt að nota við samsetningarsuðu á ör- og litlum vinnuhlutum sem framleiddir eru í miklu magni sjálfkrafa;
Laser suðuvélin hefur mikla sjálfvirkni og einfalt suðuferli;
Notkun leysisuðuvélar til að vinna úr vinnuhlutum getur bætt vinnu skilvirkni. Fullunnar vinnustykkin hafa fallegt útlit, litla suðusauma, mikla suðudýpt og mikil suðugæði; þau eru snertilaus, hrein og umhverfisvæn.

Lasersuðureglan
Lasersuðu vísar til notkunar leysigeisla með mikilli orkuþéttleika til að hita yfirborð vinnustykkisins. Yfirborðshiti dreifist inn í efnið með hitaleiðni. Með því að stjórna breytum eins og breidd, orku, hámarksafli og endurtekningartíðni leysirpúlsins er vinnustykkið brætt til að mynda ákveðna bræðslu. Laug og sameinar þannig sjálfkrafa efni úr mismunandi efnum, þykktum og húðun til að mynda eitt heildarefni. Lasersuðu er ein mikilvægasta tæknin í iðnaðarefnisvinnslu. Það hefur litla suðubreidd, hátt hlutfall, lítið hitaáhrifasvæði, hraðan suðuhraða, sléttar og fallegar suðu, góða hörku, engar svitaholur og hægt er að stjórna því nákvæmlega og staðsetja það. Mikil nákvæmni og auðvelt að átta sig á sjálfvirkni.
Flokkun leysisuðuvélar
Handfesta leysisuðuvélin notar handsuðubyssu í stað fastrar ljósleiðar. Það hefur einfalda stjórn, hraðan suðuhraða, fallega suðusauma, mun ekki valda aflögun eða svartnun á vinnustykkinu, hefur mikla suðudýpt og suðuperlurnar eru einsleitar og stífar. Það getur fullkomlega komið í stað hefðbundinna argonbogasuðu og rafsuðuferla, með meiri skilvirkni og engin þörf á faglegum suðustarfsmönnum.

galvanometer laser suðuvél

Galvanometer gerð leysisuðuvél vísar til búnaðar sem notar F-θ linsuna til að einbeita leysinum á vinnustykkið til suðu eftir að hafa farið í gegnum háhraða skönnun galvanometer. Það hefur hátt hámarksafl, fínan blett, hraðan suðuhraða, mikla staðsetningarnákvæmni og litla hitauppstreymi. , einföld aðgerð og aðrir kostir, það er aðallega hentugur fyrir vinnslu tilefni sem krefjast mikillar suðutækni, sérstaklega flatrar margra punkta suðu. Í samanburði við hefðbundna stepper servó mótor drif til að færa vinnustykkið til suðu, dregur galvanometer leysir suðu verulega úr aðgerðalausum staðsetningartíma við eins punkta suðu, bætir suðuhraðann til muna og heildarframleiðslu skilvirkni nær venjulegri Um það bil 8 sinnum hærri en leysisuðu. .
Kjarnastyrkur leysisuðuvélar
Veldu þá vél sem hentar þér best.
Víðtækt notagildi
Getur soðið öll algeng málmefni.
Þægileg notkun
Handfesta aðgerð, engin þörf á flóknum vinnubekk.

Auðvelt í notkun
Engin þörf á faglegri þjálfun, lítill námskostnaður.
Ekki takmarkað af lögun vinnustykkisins
Sérstaklega hentugur fyrir suðuvinnslu sem oft er skipt um með mikið úrval af hlutum eða hlutum.
Þættir sem hafa áhrif á gæði leysisuðu
Laser aflþéttleiki:Laseraflþéttleiki vísar til leysirafls á flatarmálseiningu.
Aflþéttleiki(W/c㎡)=4*Laserpúlsorka(J)/πBlettþvermál(cm)²*Púlsbreidd(ir)Blettþvermál(mm)=[Fókusbrennilengd(mm) /Laser Head Collimation Brennivídd (mm)]* Ljóstrefjakjarna þvermál (mm) 1cm=10mm=10000um
Laser máttur:Lasersuðu þar sem leysirorkuþéttleikaþröskuldur er til staðar 104-106W/cm², undir þessu gildi, getur málmgleypni leysiorku aðeins valdið hækkun yfirborðshita efnisins, en haldið fasta fasanum óbreyttum, þegar gildið er náð eða farið yfir, mun samrunadýptin aukast verulega. Aðeins þegar leysiraflsþéttleiki vinnustykkisins fer yfir þröskuldsgildið (efnaháð), myndast plasma, sem markar stöðugleika á dýpt samruna suðu. Ef leysiraflið nær viðmiðunarmörkum verður aðeins yfirborðsbráðnun á vinnustykkinu, þ.e. suðu fer fram með stöðugri hitaleiðni. Þegar aflþéttleiki leysisins er nálægt 106 W/cm², sem er mikilvæga skilyrðið fyrir myndun lítilla hola, fer djúpbráðnun og hitaleiðni suðu fram til skiptis og suðuferlið verður óstöðugt, sem leiðir til mikilla sveiflna í dýpt skarpskyggni. Í leysisdjúpbræðslusuðu stjórnar leysiraflið bæði inndælingardýpt og suðuhraða. Dýpt suðu er í beinu sambandi við geislaaflsþéttleika og er fall af innfallsgeislaafli og brennipunkti geisla. Almennt, fyrir tiltekið þvermál leysigeisla, eykst dýpt skarpskyggni eftir því sem geislaaflið eykst.
Laser púlsbreidd bylgjuform:Almennt séð, þegar leysirinn byrjar að virka á yfirborði unnu efnisins er endurspeglunin mikil og þegar yfirborðshiti efnisins hækkar að bræðslumarki minnkar endurspeglunin hratt. Þegar yfirborðshitastig efnisins er í bræðsluástandi stöðugast endurspeglunin við ákveðið gildi. Svo þegar verið er að suða hátt endurskinsefni, ef ferhyrningsbylgja er viðvarandi (orkan sem krafist er er miklu meiri en ryðfríu stáli), er upphaf stigi koparspeglunar hátt, mest af ljósinu endurkastast, annað stig koparsins. hitastig eykst endurspeglun minnkar, koparinn byrjaði að gleypa orku, ef þessi tími er enn mjög mikil orka, getur hitastig koparsins verið hituð að suðumarki, sem leiðir til óstöðugleika í suðu, svo það er nauðsynlegt að nota a pre Spike með hægum lækkun á bylgjuforminu.
Fókusslaus magn:Ófókusinn er fjarlægðin frá yfirborði suðunnar að minnsta punkti hins fókusaða leysigeisla við suðu. Það eru tvær gerðir af fókusleysi: jákvæð fókusleysi og neikvæð fókusleysi. Eins og sýnt er á myndinni er brenniplanið sem staðsett er fyrir ofan vinnustykkið jákvæða fókusfókus og öfugt er neikvæð fókusleysi. Breyting á magni af fókus getur breytt stærð leysirhitunarblettsins og atviksástandi geislans. Eitt magn af fókus er of stórt til að gera blettþvermálið stærra, draga úr aflþéttleika fyrir ofan blettinn, þannig að samrunadýpt minnkar. Magn defocus hefur ekki aðeins áhrif á stærð blettþvermáls á yfirborði vinnustykkisins, heldur hefur einnig áhrif á stefnu geislafalls, suðuham o.s.frv., og hefur þannig meiri áhrif á suðuformið, bráðið laug og kross. -hlutasvæði.
Suðuhraði:Suðuhraði hefur áhrif á hitainntak á tímaeiningu. Ef suðuhraði er of hægur verður hitainntakið of mikið, sem leiðir til þess að vinnustykkið brennur í gegnum; ef suðuhraði er of mikill verður varmainntakið of lítið sem leiðir til þess að vinnustykkið verður í gegn. Undir ákveðinni leysistyrk, aukið suðuhraðann, hitainntakið minnkar, suðudýptin minnkar. Viðeigandi lækkun á suðuhraða getur aukið bræðsludýpt, en ef suðuhraði er of lítill mun bræðsludýptin ekki aukast, heldur stækka bræðslubreiddina.
Hlífðargas:Laser suðu ferli nota oft óvirkar lofttegundir til að vernda bráðnu laugina, þegar sum efni suðu er sama um yfirborðsoxun er ekki hægt að taka tillit til verndar, en fyrir flest forrit er oft notað helíum, argon, köfnunarefni og aðrar lofttegundir til verndar, þannig að vinnustykkið í suðuferlinu frá oxun. Annað hlutverk notkunar hlífðarlofttegunda er að vernda fókuslinsuna fyrir málmgufumengun og vökvadropa sem sputtering. Sérstaklega í hár-máttur leysir suðu, vegna þess að ejecta hennar verða mjög sterk, á þessum tíma til að vernda linsuna er mjög nauðsynlegt. Þriðja hlutverk hlífðargassins er að dreifa plasmahlífinni sem myndast við afkastamikil leysisuðu er mjög áhrifarík. Málmgufan gleypir leysigeislann og jónast í plasmaský og varnargasið í kringum málmgufuna jónast einnig vegna hita. Ef of mikið plasma er til staðar, eyðist leysigeislinn að einhverju leyti af plasmanum. Plasma er til staðar á vinnuborðinu sem annar orkugjafi, sem gerir samrunadýpt grynnra og suðulaugarflöturinn breiðari. Áhrif plasmaskýsins á bræðsludýpt eru mest áberandi á lágsuðuhraðasvæðinu. Áhrif þess minnka þegar suðuhraði er aukinn.
Suðuefni:Frásog leysigeislans af efninu fer eftir nokkrum mikilvægum eiginleikum efnisins, svo sem frásogshraða, endurkastsgetu, hitaleiðni, bræðsluhitastig, uppgufunarhitastig og svo framvegis, þar af mikilvægast er frásogshraðinn. Þættir sem hafa áhrif á frásog efnisins á leysigeislanum eru tveir þættir: Í fyrsta lagi, rafviðnámsstuðull efnisins, eftir að hafa mælt frásogshraða fágaðs yfirborðs efnisins, kemur í ljós að frásogshraðinn efnisins er í réttu hlutfalli við kvaðratrót efnisins. rafviðnámsstuðull, sem er breytilegur eftir hitastigi; í öðru lagi hefur yfirborðsástand efnisins (eða frágangsstig) mikilvægari áhrif á frásogshraða bjálkans, sem mun hafa veruleg áhrif á suðuáhrifin.
Notkun leysisuðuvélar
Málmiðnaður
Lasersuðuvél er aðallega notuð til að suðu málm, suðuhraða, hágæða suðu, suðu á margs konar suðu, hvort sem það er efni á milli suðu, eða margs konar efni á milli suðu, svo sem stál, ál, kopar, magnesíum ál, títan ál.


Rafeindaiðnaður
Lasersuðuvél er aðallega notuð til að suðu örrafræna íhluti, ljóssöfnunarpunktur leysigeisla er lítill, lítið hitaáhrifasvæði, þú getur tryggt að suðugæði rafeindahluta og suðustöðugleika, svo sem stafrænar vörur, rafhlöður, spennar, samþætt. rafrásir, og farsímar, tölvur og aðrar vörur skel.
Myglaiðnaður
Í mold suðu, leysir suðu vél hefur einstaka yfirburði, notkun leysir geisla suðu á efni hefur lítil áhrif á aflögun efnisins sem myndast er lítil, minna sprungur, svo sem steypumót, stimplun mót, plastmót, gúmmí mót og svo framvegis.


Vélbúnaðariðnaður
Lasersuðuvélarsuðu lokið með góðu útliti, í eldhúsinu eru hreinlætisvörur og aðrar daglegar vörur mjög vinsælar, svo sem pípuinnréttingar, hurðarhúðar, hurðir og gluggar, eldhúsáhöld úr ryðfríu stáli og svo framvegis.
Bílaiðnaður
Laser suðu vél orkustyrkur, áreiðanleg suðu gæði, hentugur fyrir hágæða neytendavöru framleiðslu þarfir, notkun suðu, hring suðu, þéttingu suðu og aðrar suðu aðferðir er hægt að soðið bíll líkama, undirvagn, vél, hlutar og aðrir íhlutir.


Skartgripaiðnaður
Laser suðu vél suðu mikil nákvæmni, lítil suðu lið, mjög hentugur fyrir dýrmætar örsmáar vörur til að ná nákvæmni suðu, ekki aðeins lítill suðu saumur, og þarf ekki lóðmálmur, getur verið sveigjanlegt til að suða margs konar hefðbundin form sem og sérsniðin form, eins og gullskartgripir, silfurskartgripir og svo framvegis.
Við fögnum innilega vinum frá öllum heimshornum til að vinna með okkur á grundvelli langtíma gagnkvæms ávinnings. Hlakka til að fá fyrirspurnir þínar fljótlega.
Heimilisfangið okkar
Bldg 10, No.28, Xinchuang Rd, West Zone, High-tech Zone, Chengdu, Kína
Símanúmer
+86 18382288239
Tölvupóstur
kinsley@mrj-lasermark.com

Algengar spurningar

01. Hver eru notkun suðu?
Suðu er einfalt, hagkvæmt og hagkvæmt ferli sem skapar sterkar, endingargóðar og varanlegar samskeyti milli málma, hitaplasts eða viðar. Það er notað í mörgum atvinnugreinum, þar á meðal:
- Framkvæmdir: Suða er notuð til að smíða brunahlífar, fráveitu- og veitukerfi og þjóðvegabúnað.
- Framleiðsla: Suðu er notuð til að búa til og gera við málmvirki og íhluti, sem gerir kleift að framleiða flóknar og varanlegar vörur.
- Bifreiðar: Suðu er notað við viðgerðir og framleiðslu á bifreiðahlutum.
- Aerospace: Suðu er notað í geimferðaiðnaðinum.
- Stofnanabúnaður: Suðu er notað til að smíða tæki á sjúkrahúsum, sjúkrastofnunum, skólum og heimilum.
02. Hver eru notkun punktsuðuvélar?
03. Hvernig virkar leysisuðuvél?
Laser suðu notar háorku leysigeisla til að bræða og bræða málma saman til að búa til sterka tengingu. Ferlið felur í sér eftirfarandi skref:
1. Fókusaðu á geislann
Lasergeislinn er einbeitt á suðusamskeytin á milli efnanna sem verið er að sameina.
2. Bræðið efnin
Hitinn frá leysigeislanum veldur því að málmurinn bráðnar og myndar staðbundna laug.
3. Færðu geislann
Lasergeislinn er síðan færður meðfram yfirborði samskeytisins, bráðnar fremstu brún og skilur eftir bráðna aftari brún til að kólna og storkna.
4. Storkna
Bráðna efnið storknar meðfram leið leysigeislans og myndar trausta suðu.
04. Hvar er hægt að nota lasersuðu?
05. Þurfa lasersuðumenn gas?
06. Hvað endast lasersuðuvélar lengi?